直流电阻点焊工艺有哪些优点和缺点
来源:万利隆电子 阅读量:2000发布时间:2019-06-06
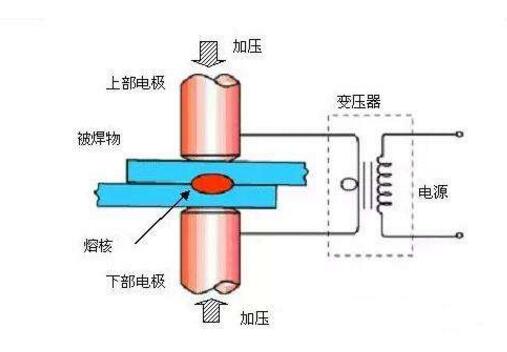
直流电阻点焊的工艺参数主要包括焊接电流、通电时间、电极压力和电极的工作面尺寸等;步进式电阻滚焊的焊接参数除和点焊的相同部分外,还包括焊接速度、焊点间距和停顿时间等。焊接工艺流程主要包括焊前清理、焊接参数调试、零件焊接及检验。

调试直流电阻点焊工艺参数时,应根据零件的材料和厚度在有关焊接手册上查取基本参数。以此为依据,首先确定电极的端面形状和尺寸,初步选定电极压力和焊接脉冲时间,然后调节脉冲电流,以不同的的电流焊接几组试样。经检验从对应熔核直径合格试样的参数中优化、筛选出一组参数,再在适当范围内调节电极压力、脉冲时间和电流,反复多次进行验证,直到焊点完全符合质量要求。
对于电阻滚焊参数的调试,当焊件厚度相同时,滚焊的焊接电流比点焊的要大出10% ~20%,这是由于在已经焊完的焊缝处会出现较大的分流;在焊接脉冲时间、焊接休止时间及焊接速度一定时,焊接电流的大小决定着焊缝熔核的宽度和熔核重叠率;
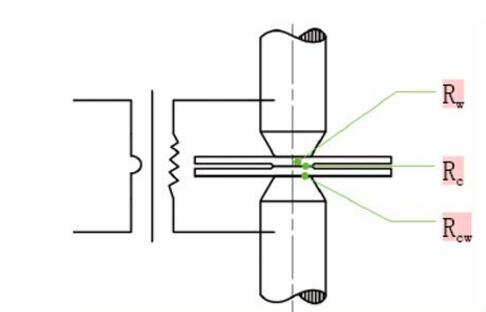
而在焊接电流一定时,通常用脉冲时间控制熔核宽度、用休止时间和焊接速度控制熔核的重叠率。衡量焊点和焊缝质量的主要技术指标有熔核直径、熔核宽度、焊透率、剪切力及有无内、外部缺陷等。
先进直流电阻点焊机多为次级整流式焊机,具备多脉冲焊接功能,可在焊机上进行预热和回火,焊接主脉冲有上坡和下坡的功能;中航工业导弹院从国外引进的SM-AS-2/200/1000型直流纵横两用滚焊机如图3所示,
采用三相直流电源、无摩擦薄膜焊接汽缸和16位焊接控制器等先进技术,保证了较高的焊接质量,先进的恒流控制系统可保证焊接质量的高度一致性。焊机具有3段脉冲程序,可提供调质钢等材料所需的焊后回火脉冲,并且具备匀速滚焊和步进式滚焊的功能。
热销电阻


推荐产品
- TO247 1040W高功率电阻-NLR140,,,
- 精密金属膜电阻 PMRYV Series,,,
- 精密高压电阻器 MRI Series,,,
- 超薄铝壳电阻 NUBL,,,
- TO220 20W高功率电阻-NLR30,,,
- TO-220 35W大功率厚膜电阻 NLR-35,,,
- TO220大功率厚膜电阻NLR35,,,
- TO263 50W高功率电阻 (D2PAK)- NLR50 (SM,,,
- TO247 100W高功率电阻-NLR100,,,
- 金属箔电流感测电阻NMS4527,,,
- 合金贴片电阻LFS2512,,,
- 金属箔电流采样电阻LFS1206,,,
- 精密贴片合金电阻LFSS1206,,,
- NMS4320电流检测电阻,,,
- 金属箔电流检测电阻LFS2818,,,
热门资讯
- 全球MICROHM客户隐私权更新通知,,,
- 万利隆将参加日本2018汽车电子技术展,,,
- 2018年电阻打响了涨价的第一枪,那么,,,
- 贴片电阻最重要的五种基本参数,,,
- 万利隆电子将参加2018德国慕尼黑电子,,,
- 万利隆参展日本2018汽车电子技术展,,,
- MICROHM集团出席第十八届韩国·香港商务,,,
- 精密电阻涨价了,为什么2018年电阻市,,,
- 精密电阻器在风力发电系统平台的应用,,,
- 0Ω电阻是什么电阻又该如何使用0Ω电阻,,,
- 半导体行业增长趋缓电阻器是否有增长,,,
- 汽车分流电阻shunt应用于新能源汽车电,,,
- 精密采样电阻采样精度影响,精密采样,,,
- 1M至50M电阻值,选精密薄膜电阻还是精密,,,
- 精密电阻助力于可再生能源中太阳能发,,,








